Eine Wärmeeinflusszone von weniger als 0,5 mm, Schweißgeschwindigkeiten von bis zu 10 m/min und Maßtoleranzen von ±0,05 mm – diese Parameter lassen sich mit keinem konventionellen Verfahren gleichzeitig erreichen. Laserschweißen ist jedoch nicht für jede Anwendung die optimale Lösung. Es erfordert präzise geschnittene Teile, saubere Oberflächen und ein angemessenes Produktionsvolumen. In diesem Artikel vergleichen wir Laserschweißen mit MAG-, MIG- und WIG-Schweißen auf technischer Ebene – anhand konkreter Daten und ohne Marketingvereinfachungen –, damit der Leser selbst entscheiden kann, ob und wann diese Technologie für ihn sinnvoll ist.
Was ist Laserschweißen und wie unterscheidet es sich von herkömmlichen Verfahren?
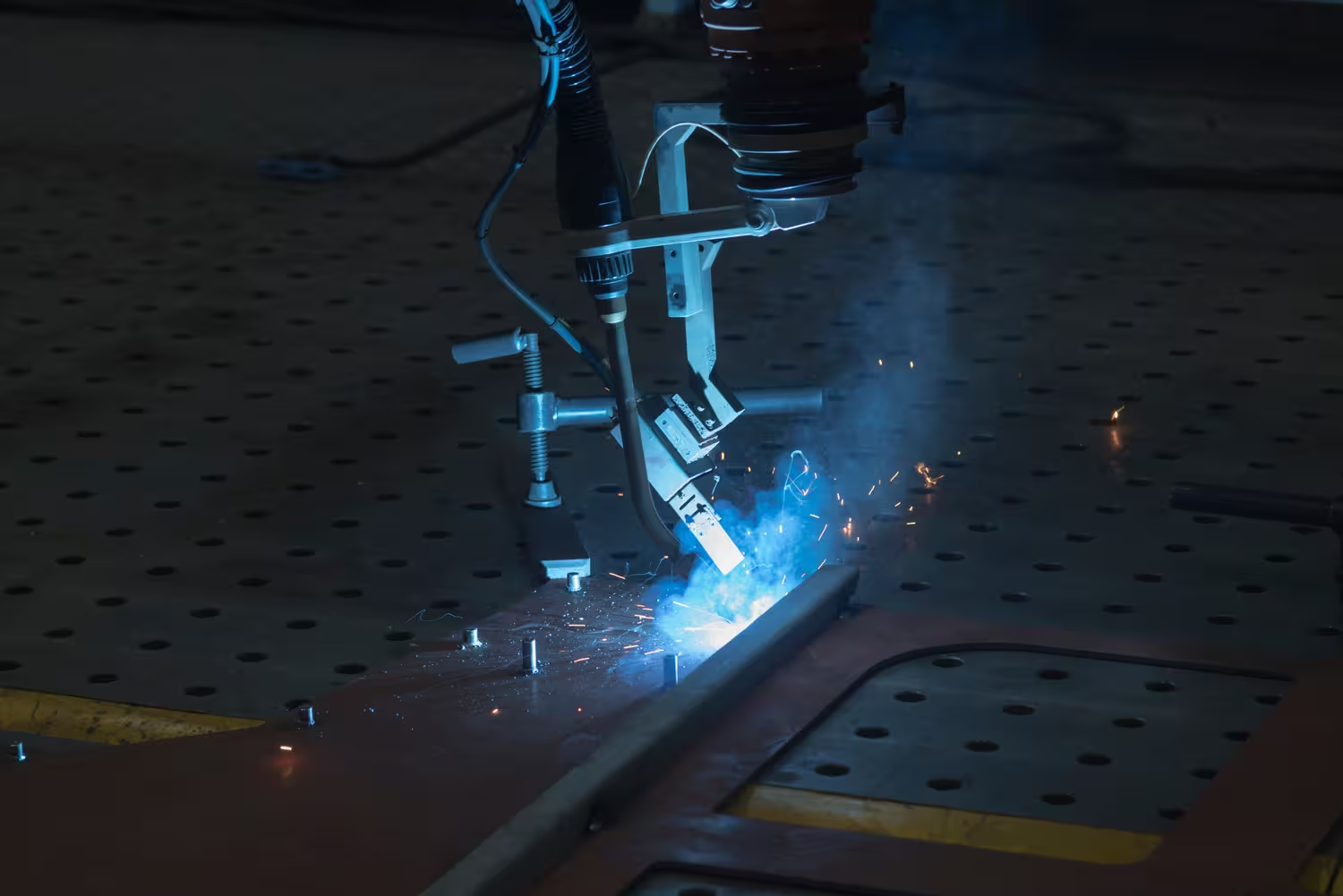
Laserschweißen Dabei wird der Laserstrahl auf einen Brennpunkt mit einem Durchmesser von 0,1–0,6 mm konzentriert, wodurch eine Leistungsdichte von 10⁶–10⁷ W/cm² erreicht wird. Das Metall schmilzt und erstarrt schnell, wodurch eine Schweißnaht mit einem hohen Verhältnis von Tiefe zu Breite entsteht (Wirkung Schlüsselloch).
Herkömmliche Methoden funktionieren anders:
- MAG/MIG Die Hitze entsteht durch den Lichtbogen zwischen dem Elektrodendraht und dem Material. Breite Schmelzzone, große thermische Verformungen, oft ist ein Abschleifen des Speisers erforderlich.
- WIG-Schweißen – präziser als MAG/MIG, aber langsam und arbeitsintensiv; erfordert einen erfahrenen Bediener.
- Laser – automatisch geführter Strahl, ohne oder mit minimalem Zusatzwerkstoff, mit einer Schweißgeschwindigkeit, die 3–10× höher ist als beim WIG-Schweißen.
Der entscheidende Unterschied liegt in Methode der Energieversorgung. Der Laser konzentriert die Wärme auf einen Mikrobereich und in einem Bruchteil einer Sekunde, während ein herkömmlicher elektrischer Lichtbogen einen viel größeren Bereich über einen längeren Zeitraum erhitzt.
Lasermetallschweißen – Präzision, Wiederholgenauigkeit und schmale Wärmeeinflusszone
Der technische Kern des Laservorteils liegt im Parameter HAZ (Wärmeeinflusszone – Wärmeeinflusszone). Beim MAG-Schweißen beträgt diese Zone wenige Millimeter; beim Laserschweißen ist sie üblicherweise 0,1–0,5 mm. In der Praxis bedeutet dies eine minimale Verformung des Bauteils, den Erhalt der mechanischen Eigenschaften des Grundmaterials in der Nähe der Schweißnaht und den Verzicht auf ein nachträgliches Richten.
Die Eindringtiefe ist bei gleicher Leistung um ein Vielfaches größer als beim WIG-Schweißen – 3–6 kW Laser schweißen Werkstoffe bis zu 6–8 mm Dicke in einem Arbeitsgang. Die Maßtoleranzen der fertigen Verbindung liegen üblicherweise im Bereich von ±0,05–0,1 mm.
Auch in der Serien- und Automobilproduktion ist es wichtig Wiederholbarkeit. Robotergesteuerte Laserköpfe arbeiten während der gesamten Schicht mit gleichbleibenden Parametern und eliminieren so menschliche Fehlerquellen. Dies führt direkt zur Einhaltung der ISO-3834-Normen und zur Akzeptanz durch TÜV- und IATF-16949-Auditoren.

➤ Mehr über die Automatisierung beim Schweißen erfahren Sie im Artikel über Entwicklung von Schweißrobotern.
Laserschweißen von Stahl – Anwendungen in der Herstellung von Tragkonstruktionen und Verpackungen
Kohlenstoffstahl (S235, S355) und Edelstahl (304, 316L) sind Werkstoffe, bei denen das Laserschweißen hervorragende Ergebnisse erzielt. Die hohe Absorption des Laserstrahls in ferritischen und austenitischen Stählen ermöglicht Schweißnähte von 0,3–2 mm Breite mit vollständigem Durchschweißen und einer nahezu spiegelglatten Oberfläche. ohne Mahlen. Bei Edelstahl beseitigt eine schmale Wärmeeinflusszone das Risiko der Korngrenzensensibilisierung und der Anfälligkeit für interkristalline Korrosion.
Strumet verwendet unter anderem Laserschweißen in der Produktion. Metallbehälter für die Automobilindustrie – Bauteile, bei denen Oberflächenästhetik, Dimensionalität und Widerstandsfähigkeit gegenüber dynamischen Belastungen gleichzeitig gewährleistet sein müssen.
Laserschweißen von Aluminium – Herausforderungen und Vorteile gegenüber WIG/MIG
Aluminium stellt größere Herausforderungen dar: Seine Wärmeleitfähigkeit von ca. 205 W/m·K (verglichen mit ca. 50 W/m·K bei Stahl) führt zu einer schnellen Wärmeabfuhr aus der Schweißzone. Hinzu kommen die Al₂O₃-Oxidschicht (Schmelzpunkt ca. 2050 °C), die Neigung zu Schweißporosität und das Risiko von Heißrissen.
Laser im Pulsmodus oder durch Leistungsmodulation wird die Wärmebilanz präzise gesteuert. Das Ergebnis sind Schweißnähte mit einer Porosität unter 11 TP3T – eine Anforderung der Luftfahrtnorm (EN 4179) – und Festigkeiten der Verbindung von 85–95 TP3T des Grundwerkstoffs für Legierungen der Serien 5xxx und 6xxx. Dieses Ergebnis ist mit dem MIG-Schweißverfahren schwer zu erzielen.
Laserschweißen – Vor- und Nachteile im Kontext der industriellen Fertigung
Der größte betriebliche Vorteil des Laserschweißens ist Beseitigung oder deutliche Reduzierung der Oberflächenbehandlung. Laserschweißungen an Edelstahl und Aluminium erfordern oft kein Schleifen oder Polieren, was sich direkt in kürzeren Zykluszeiten und geringeren Stückkosten in der Massenproduktion niederschlägt. Minimale thermische Verformung Dies bedeutet wiederum, dass die Teile nach dem Schweißen ihre Abmessungen ohne zusätzliches Richten beibehalten. Prozesswiederholbarkeit ermöglicht es Ihnen, konstante Parameter während der gesamten Produktionsschicht aufrechtzuerhalten, was mit manuellem WIG-Schweißen schwer zu erreichen ist.
Das Haupthindernis ist Eintrittskosten (obwohl dieses Problem beispielsweise durch ... gelöst wird. Industrielle ZusammenarbeitAußerdem ist eine sorgfältige Vorbereitung der Details erforderlich – der Spalt zwischen den Verbindungskanten darf 0,05–0,1 mm der Materialstärke nicht überschreiten, was ein präzises Laserschneiden oder Stanzen vor dem Schweißen erfordert. über 10–12 mm Ohne den Einsatz von Hybridtechniken verliert der Laser seinen Vorteil gegenüber dem Magnetpulverstrahl.
| Aspekt | Laserschweißen | MAG/MIG/TIG |
| Gefahrenzone | 0,1–0,5 mm | 2–8 mm |
| Schweißgeschwindigkeit | 1–10 m/min | 0,2–1,5 m/min |
| Verzerrung von Details | Minimal | Bedeutsam |
| Investitionskosten | 200.000–800.000 PLN | Niedrig bis mittel |
| Anforderungen an den Steckverbinder | Spalt ≤0,1 mm | Tolerant |
| Oberflächenreinheit | Kritisch | Weniger wichtig |
| Betriebskosten | Kurz | Mittelmäßig |
Wann ist Laserschweißen wirklich rentabel? Kriterien für die Technologieauswahl
Laser ist die beste Option, wenn:
- Das Produktionsvolumen ist hoch oder wiederkehrend – Abschreibung für Serien von mehreren tausend Stück pro Jahr.
- Material: Edelstahl, Kohlenstoffstahl, Aluminium- oder Titanlegierungen – Ästhetik und minimale Wärmeeinflusszone sind entscheidend.
- Die Materialstärke beträgt 0,5–6 mm. – Der Laser ist schneller und präziser als das WIG-Schweißen; unterhalb von 0,5 mm ersetzt er es fast vollständig.
- Strenge Maßkontrolle ist erforderlich – Toleranz ±0,1 mm und darunter, Nullakzeptanz für Verformung.
- Die Zykluszeit hat eine wirtschaftliche Bedeutung. – Eine Montagelinie mit einem 60-Sekunden-Zyklus kann nicht auf einen Mehrfach-WIG-Schweißvorgang warten.
- Die Schweißgeometrie ist komplex – Der Laserkopf des Roboters folgt frei gekrümmten Bahnen.
Traditionelle Methoden bleiben die optimale Wahl, wenn:
- Die Fertigung erfolgt individuell mit hoher geometrischer Variabilität, und das Budget rechtfertigt die Investition nicht.
- Das Material ist dicker als 10-12 mm, ohne dass niedrige Anforderungen an die Wärmeeinflusszone gestellt werden.
- Die Toleranzen und Spaltmaße zwischen den Kanten überschreiten 0,3 mm.
Es lohnt sich, die Entscheidung auf einer Analyse zu basieren. Gesamtlebenszykluskosten (TCO). Der Laser amortisiert sich durch die Reduzierung der Kosten für Nachbearbeitung, Ausschuss und Arbeitszeit – Faktoren, die bei der Preiskalkulation oft unterschätzt werden.
FAQ – Häufig gestellte Fragen zum Laserschweißen
Ist Laserschweißen für die Kleinserienfertigung geeignet oder nur für die Massenproduktion?
Die Laserbearbeitung ist wirtschaftlich am sinnvollsten bei Serien von mehreren Hundert bis Zehntausend Teilen pro Jahr. Bei kleinen Serien kommt sie zum Einsatz, wenn Qualitätsanforderungen – Präzision, geringe Wärmeeinflusszone, Ästhetik – andere Verfahren ausschließen; die Stückkosten sind zwar höher, aber technologisch gerechtfertigt.
Welche Materialien lassen sich mit dem Laserverfahren verbinden – ist es möglich, verschiedene Metalle zu verschweißen?
Das Laserschweißen ermöglicht das Verbinden verschiedener Metalle: Stahl mit Edelstahl, Kupfer mit Messing oder ausgewählte Aluminiumlegierungen mit Titan – bei entsprechender Wahl der Parameter und des Schweißzusatzwerkstoffs. Es ist anspruchsvoller als das WIG-Schweißen, aber machbar und wird in Bereichen wie Elektronik und Medizin eingesetzt.
Wie schneidet das Laserschweißen im Vergleich zum MAG-/TIG-Schweißen hinsichtlich der Schweißnahtfestigkeit ab?
Eine fachgerecht ausgeführte Laserschweißung erreicht eine Grundwerkstofffestigkeit von 85–1001 TP3T – vergleichbar mit WIG und oft besser als MAG, wo eine breite Wärmeeinflusszone die Schweißzone schwächt. Entscheidend sind die Qualität der Nahtvorbereitung und die Kontrolle der Prozessparameter.
Ist beim Laserschweißen von Metallen eine spezielle Oberflächenvorbereitung der Bauteile erforderlich?
Ja – die Oberflächen müssen frei von Öl, Rost und Beschichtungen sein, und der Spalt zwischen den Kanten sollte 0,05–0,1 mm der Materialstärke nicht überschreiten. In der Praxis bedeutet dies, dass die Teile unmittelbar vor dem Schweißen präzise per Laser geschnitten oder gestanzt werden müssen.
Benötigt Ihr Projekt präzise, ästhetisch ansprechende Schweißnähte bei gleichzeitig engen Maßtoleranzen? Strumet hat die Lösung. eigener Maschinenpark und Erfahrung im Laserschweißen von Stahl und Aluminium für anspruchsvolle Industrien. Kontaktieren Sie uns, Beschreiben Sie uns den Auftrag, und wir wählen die Prozessparameter aus und prüfen die Machbarkeit, bevor wir Ihnen ein Angebot unterbreiten.





